Дамаск – это сварочная сталь, рецепт которой был утерян в веках и восстановлен в конце XX века, это сталь, обладающая превосходными декоративными и рабочими качествами, особенно режущими – за счёт микропилы, созданной чередованием твёрдых и мягких слоёв на лезвии. В одном предложении я вместил всё, что говорится о дамаске последние 25 лет. Это утверждение ласкает слух любому производителю дамаска, но правдиво оно только наполовину, а вторая половина – ложь и лапша на уши потребителю. Правда в том, что это сварочная и декоративная сталь, видно это всем и доказывать не надо. Ложь – что секрет был утерян и что режет дамаск лучше стали. Сначала об утерянном секрете.Энциклопедия, 1903г., том «Технология металлов», стр.116, 117. Цитата вторая: «Дамасская сталь представляет особый сорт раффинированной стали. Она отличается тем, что состоит из попеременных слоёв более твёрдой и более мягкой стали. Обыкновенно сваривают вместе до 320 слоёв, то есть вышеописанную полосу из 20 слоёв перегибают 4 раза». Значит 100 лет назад секрет ещё не был утерян. Более того, чётко различали два процесса: рафинирование и дамаск. Ещё раз повторим: рафинирование – это выравнивание по составу и структуре, стали берутся незначительно отличающиеся друг от друга, количество слоёв не ограничено. Позже было установлено, что 30тыс.? 50тыс. слоёв – это предел, за которым неравномерность сварной стали уже не отличается от литой. В дамаске стали различны, а количество слоёв ограничено: 320. В основном, ограничение идёт не на слои, а на сварки – всего 4, поскольку каждый нагрев до сварочной температуры ведёт к перераспределению углерода и вместо дамаска получается рафинированная сталь. Делаем ещё шаг на пути к истине. Берём учебник «Металловедение», 1936г., Ленинград, стр.125. Цитата: «Сварочный металл получают из полос железа, образуя пакеты, нагревают до сварочного жара и прокатывают в обжимных валках. Полученный металл к недостаткам литого (растворённый кислород) присоединяет недостатки сварочного – наличие большого количества шлаковых включений – и оттого получается металл невысоких механических качеств». Тон не совсем оптимистичный, оказывается, сварочная сталь не так уж и хороша. Не буду вас утомлять цитатами и перескажу кратко всё, что говорится в этом учебнике о способах получения стали. До 1855г. существовали такие способы: тигельный процесс, пудлинговая сталь, крично-цементованная и сварочная. Тигельная сталь до сих пор непревзойденна по качеству, но её прекратили варить из-за сложности процесса. Во-первых, всё производство зависит от качества тиглей, во-вторых, тяжело сделать большую отливку, в-третьих, состав стали с трудом регулируется. Пудлинговая сталь лишь немногим уступает по качеству тигельной. В ней отсутствует кислород и по механическим свойствам она до сих пор лучше электростали. Из-за длинноволокнистости она самая прочная на разрыв и на излом. Но она тоже исчезла, так как невозможно механизировать процесс и контролировать состав. Сварочная сталь улучшала свойства кричной и утилизировала тигельную и пудлинговую, но результат был уже хуже за счёт добавления швов и шлака. Любопытные могут поискать в Интернете и найти результаты тестирования дамаска в лабораториях. В.И.Басов отдавал свой дамаск в лабораторию Челябинского металлургического комбината, В.И.Басов и В.Коптев давали образцы своего дамаска на исследование в Самарский гос.тех.университет. Заключение гласит: «Образец разрушился вне шейки…..есть заметное расслоение…..видны неметаллические включения….невысокое качество сварки». В общем, это не расходится с утверждением учебника о сварочной стали. Хотелось бы дополнить эти исследования, поскольку ничего не сказано о составе дамаска и его режущих свойствах. Я четыре года потратил на эти исследования (см.site) и могу подвести итог. Содержание углерода в дамасках самых известных, именитых мастеров укладывается в диапазон 0,45%?0,61%. Режущие свойства всех дамасков уступают изделию из стали 65Г. (О стали ШХ-15 даже не упоминаю, она превосходит дамаски стократно). Лучший дамаск делается в заводских условиях. Поскольку идёт сварка шлифованных поверхностей в вакууме, то нет шлаковых включений, дамаск по прочности и режущим свойствам равен одной из сталей, входящих в состав. И последний шаг. Берём учебник «Кузнечное дело». Нам нужна одна фраза: «Сваривать вместе многократно можно стали с различием по углероду не более 0,5%». Это очень важный, ключевой момент, его не то что запомнить, а зарубить надо. Каждая пара сталей может различаться между собой по содержанию углерода не более, чем на 0,5% и будет иметь свою собственную температуру сварки. Например, напильник можно сварить с У-15А, температура 870°?900°; 65 Г + ШХ-15, t°= 950°; сталь 3+ 65Г, t°= 1200°. Если различие между сталями по углероду более, чем 0,5% сваривать их можно только одноразово. Высокоуглеродистую сталь греют до 800°?850°, отдельно греют низкоуглеродистую до 1200°-1300° и сваривают, больше никаких сварок быть не может: при низкой температуре низкоуглеродистая сталь не сваривается, а при высокой температуре высокоуглеродистая сталь – разрушается. Нельзя в одном пакете сваривать сталь 3,65 Г и ШХ-15. Нельзя сваривать даже 65 Г и напильник (многократно). После второй сварки посмотрите на срезе: напильник рассыпался и это не восстанавливается последующими сварками. С таким же успехом внутрь можно положить булат с углеродом приблизительно 2,5% и сваривать пакет при 1200°. На самом деле – сваривают. В сталь 3, как в конверт, заворачивают всё остальное, нагревают до 1250° и аллаверды! Под молот. Высокоуглеродистая сталь внутри превращается в труху, кромка осыпается, нож режет с хрипом. Слушают этот хруст и с умным видом говорят: «Да, микропила крупновата!» Итак, мы имеем трёх китов, на которых можем опереться: рафинирование стали, дамаск 320 слоёв (на мой взгляд, количество слоёв завышено), разница по углероду не должна превышать 0,5%. Основываясь на этом, можем предсказать свойства любого дамаска, ещё до того, как он сварен. Поскольку из одного уже сваренного пакета можно получить десятки рисунков, то на режущих свойствах это никак не отражается, только на прочности. Самым прочным будет пакет без рисунка, чем больше слоёв будет выходить на поверхность, тем слабее будет изделие. Режущие свойства обуславливаются в стали высоким содержанием углерода и правильной термообработкой, но не слоями с выгоревшим углеродом, насыщенными кислородом и шлаком. Поэтому на режущей кромке вообще не должно быть дамаска, не должно быть низкоуглеродистой стали, никакого чередования мягких и твёрдых слоёв – это ничего не даёт, кроме ухудшения режущих свойств. Для мыслящих логично, вот доказательство. Сварен дамаск: 50% 65Г и 50% ШХ15. Манильский трос нож из 65Г перерезал 7 раз, а из ШХ15 - 9 раз.Сначала мы сварили эти стали встык, получилось, что половина лезвия из одной стали, а половина из другой, по режущим свойствам будет нечто среднее: нож сделает – 8 резов. Но добавился минус: шов со шлаком, вроде трещины на кромке, которая цепляется, но не режет. Теперь порубим это лезвие на куски, снова сварим, так, чтобы на кромке стало – 4 куска ШХ15 и 4куска 65Г. Резать стало хуже, так как швов стало7. Делаем по 15 отрезков той и другой стали – рез ещё хуже. Вопрос на засыпку: если от увеличения швов и слоёв рез становится всё хуже, то когда наступит момент, что все минусы перемножатся и дадут плюс?! Ответ: никогда. А мы ещё не принимали в расчёт выгорание углерода и его диффузию. Микропила существует и действует, но в булате и стали, поскольку размер зубьев её около 5 микрон. Такой зуб может быть получен в дамаске с 3.000?10.000 слоёв, правда это уже не дамаск, а рафинированная сталь, средняя от взятых изначально. Это же понятно, что если взять 65 Г и 55С2Г, то при 10.000 слоёв мы имеем 60ГС, со всеми её свойствами, но чуть хуже за счёт слоёв и шлака, ради чего тогда вся работа велась? Существует ли дамаск, в котором есть приращение качества? Да, есть и даже целых два вида. Первый вид, который я для себя назвал «кавказским», потому что этим способом сделаны сабли «Гурда». Два секрета: первый – это малое количество слоёв (60?200) и строгая их параллельность с последующей проковкой лезвия до толщины бритвы. Второй секрет: науглероживание только режущей кромки, а не всей поверхности. Науглероживание шло смесью окалины с древесным углём, что даёт несравненно более эластичный шов, нежели тогда, когда пользуются чугуном. Что это всё давало в результате? Очень упругий низкоуглеродистый клинок, с кромкой, имеющей стальную полоску 1%?1,2%С. Такая сабля резала очень хорошо и в тисках ломалась только после нескольких перегибаний. Увеличение слоёв и сварок ничего прибавить не может, зато резко ухудшает прочность. Железо исчезает, превращаясь в сталь, возрастает количество швов и шлака в них, углерода на кромке не прибавляется – есть предел насыщения, возникают проблемы с точным определением температуры сварки, ведь с ростом углерода её надо понижать, это требует большого опыта. Так что 60?200 слоёв, т.е. те же 4 – 6 сварок – это золотая середина.
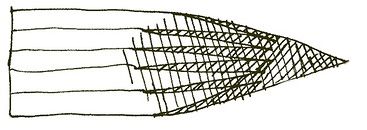
Скифская сабля. «Гурда» конструктивно такая же, только слоёв больше. Это первый способ дамаска, который по свойствам является суммой входящих в него элементов. Повторить его можно со сталью 45, арматурным прутком и даже 65 Г, но строго соблюдая все условия: параллельность слоёв, малое количество сварок, науглероживание 1/3 от ширины полосы с одновременным утонением этой трети. Лучшая окалина – это опилки из под наждака, которые надо промыть (отмучить) и добавить графит.
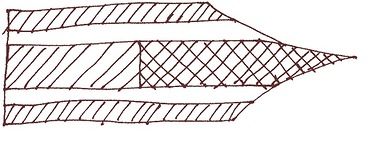
Меч «Гладиус» Амузгинский кинжал (высокоуглеродистая сталь +пружина +декоративный дамаск).
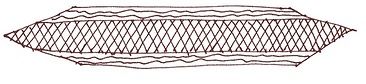
Амузгинский кинжал. Размеры режущей кромки: 0,5-1мм, ширина 7-8мм. Английский рыцарский меч (рафинированная высокоуглеродистая сталь внутри + декоративный дамаск на обкладках).
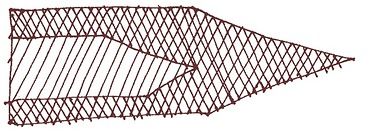
Дорогой рыцарский меч. Японский меч (высокоуглеродистая рафинированная сталь снаружи + сердечник из упругой среднеуглеродистой стали внутри).
Тати, катана и пр.
Железо дамаск среднеуглеродистая высокоуглеродистая Те, кто ещё помнит начало статьи, спорить не будут, что японский и английские мечи всего двухкомпонентные. Самый показательный – японский меч. Для высокоуглеродистой половины сразу отбираются куски стали с углеродом 1,7%?1,9%, 15-18 сварок в восстановительном пламени, да ещё с заворачиванием в бумагу, чтобы не было насыщения кислородом, 30.000?60.000 слоёв, что при толщине в 10мм. даёт слой меньше микрона, (а размер зёрен обычно 5-15µ). То есть слои тут не при чём, получена сталь с мелким зерном и ровная по составу. Кстати, именно на отполированной поверхности виден рисунок из слоёв, а если травить, то всё сливается в ровный серый цвет, поскольку разницы по углероду нет. Первые три конструкции прочнее на излом, попадаются экземпляры с поломанными лезвиями, но их держат мягкие обкладки, поэтому свои рабочие функции они выполняют. Японские мечи всё же ломаются, несмотря на зонную закалку и мягкий сердечник, слишком уж велико соотношение твёрдого к мягкому, примерно 3:1, более правильно было бы наоборот, но поправлять японцев не будем, пусть делают, как привыкли. Там, где взяты только стали, т.е. первые две конструкции, резко ограничивается свобода творчества, поскольку выбор сталей для лезвия невелик. В одних и тех же условиях 65Г даёт около 70 резов, ШХ-15 - 70?90 резов; Р6М5 - 70?110 резов. Все остальные стали даже рядом не лежат. Полную свободу творчеству предоставляют конструкции с рафинированной сталью, поскольку можно сделать действительно высокоуглеродистую сталь с хорошей структурой. Понятно, что всё зависит от качества сварки. Ведь не всякий с налёту даже напильник сам с собой сварит, а здесь изначально надо брать У15А; У16А и не ниже, иначе пока доберёшься до 1,7% сталь угорит наполовину. Современный дамаск с перемешанными слоями на лезвии всегда хуже одной из сталей, входящих в его состав. Причины: выгорание углерода, насыщение шлаком и кислородом, разрушение металла из-за неправильной сварки. Ни слои, ни чередование мягкого и твёрдого на лезвии не дают ничего – это разбавление хорошей стали плохой сталью и шлаком. Встречаются попытки сделать высокоуглеродистое лезвие и упругий обух. Но поскольку велика уверенность, что режут именно слои, то берут У-12 + ШХ-15, делают 1.000?3.000 слоёв и считают, что всё в порядке. Ни замеров, ни сравнений никто не делает. Поскольку сварка ведётся в окислительном пламени, при повышенной температуре, да ещё и сварок много для получения этих тысяч слоёв, то углерода остаётся 0,5%?0,6%, плюс шлак, плюс кислород – вот и весь результат. Углерод должен быть замерен на спектрографе, а не вычислен на бумаге. Любую сталь можно сваривать с нарастанием углерода, или с выгоранием; в этом-то и состоит мастерство, чтобы при сварке увеличивалось содержание углерода и металл не охрупчивался, т.е. не набирал кислород. Ничего нового я не написал. Это же самое можно прочитать у наших теоретиков. Например, А. Марьянко пишет, что «дамаск может получиться не хуже, чем любая составляющая пакета, но ожидать сверхсвойств не стоит. Главная ценность дамаска в его красоте» (журнал «Прорез», №1,2000г.,стр.49). В.Хорев в своей книге «Оружие из дамаска и булата» рассказывает, что цель дамаска – украшение. То, что сейчас принимается за рабочее изделие – в XIX веке шло на обкладки кинжала, или меча. А.Баженов, всю свою жизнь посвятивший исследованию японского меча, вовсе его не обожествляет, считая что – это просто явление культуры, не обладающее никакими магическими качествами. Меч в среднем делался за 3-5 дней, некоторые кузнецы наковали за свою жизнь по 1670 мечей, твёрдость японского меча лежит в пределах 56-60ед. HRC, очень много поломанных образцов. Конструктивно рыцарский меч выше японского. Обкладки из дамаска выполняют функцию глиняной обмазки, поэтому закалка проще и стабильнее. Если всё сварено отлично, отожжено, то можно закаливать по максимуму и не задумываться, даже если сердечник переломится в бою, всё изделие останется рабочим, а японский меч разлетится напополам и вдребезги в тех же условиях. Если один кузнец из одних материалов сделает два меча – японский и рыцарский, то при одинаковых режущих свойствах, рыцарский меч будет прочнее на излом. Первая ступенька в получении не узорчатой стали, а дамаска, обладающего высокими рабочими свойствами – это сварка рафинированной высокоуглеродистой стали, не менее 1,7%С, поскольку сталь У16А ещё существует и её можно найти, всё остальное хуже её, а вам надо сделать лучше, подняться выше. Ступенька очень трудная, но забравшись на неё, всё остальное сделать уже проще – даже сварить катану, не хуже, чем в Стране восходящего солнца. | |
|
| |
| Просмотров: 2634 | | |


| Всего комментариев: 0 | |